A tough environment requires toughened monitoring equipment
Process monitoring at a sulfuric acid plant requires good and reliable detection of, among other things, sulfur dioxide (SO2) in gas phase. This can be a challenge due to high concentrations of SO2, high temperatures, and high pressure. Monitoring may be needed at several locations in the process where SO2 concentrations may vary from a few mg/m3 to several percent by volume. Not all monitoring systems can handle these conditions and those that do usually require a lot of maintenance, sometimes as often as every day. However, the OPSIS monitoring system is different and works great in these environments and needs minimal maintenance.
MANY APPLICATION AREAS
The OPSIS monitoring systems can be used at several process stages when producing sulfuric acid:
- measurement of SO2 directly after the furnace to monitor how well the added sulfur is oxidised
- monitoring the vanadium converter's efficiency by measuring the SO2 content in the added gas as well as SO2 and SO3 in the extracted gas
- monitoring the SO2 content in raw gas after the last absorption to control the lime supply to the scrubbers. See also our special webpage on flue gas treatment
- monitoring emissions of SO2, NO, NO2, CO, etc. to the ambient air, after the flue gas treatment.
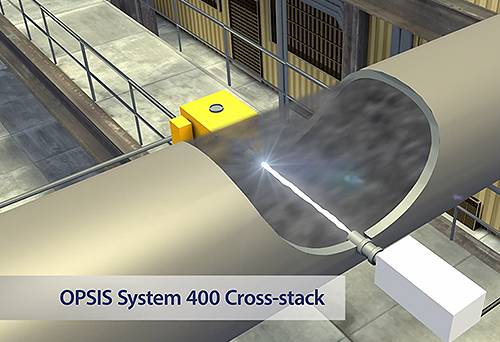
The non-contact DOAS principle, which the OPSIS monitoring system is based on, can monitor SO2 at very high concentrations and temperatures, and also at high pressures. A single system can also monitor all stages in the production process, giving a very cost-effective solution to monitoring needs.

CERTIFIED MONITORING SYSTEMS for HIGH TEMPERATURES AND AGGRESSIVE ENVIRONMENTS
The OPSIS monitoring systems are based on gas analysers that have short response times, are accurate, and require minimal maintenance. The systems can monitor at temperatures up to 1000 °C and at pressures up to 1 bar (G).
The monitoring takes place contact-free along light beams where gas molecules can absorb parts of the light. In process and emissions monitoring, light beams are sent through the gas channels, or some of the gases are led into measurement cells through which the light is sent. The light is captured and led via optical fibres to the analyser which measures the absorption and calculates the gas concentrations.
A single analyser can measure several types of gases along several light paths. This provides a very cost-effective monitoring system. When monitoring the production process, mainly SO2 and SO3 are monitored. For emissions monitoring, other gases can also be monitored, for example NO, NO2, CO, CO2, O2, and H2O.

GAS ANALYSIS WITH OPSIS
There are multiple reasons for choosing OPSIS as supplier of systems for gas analysis. Among the key benefits of the methods and solutions offered by OPSIS are:
- one system for all components
- a single system can measure at several monitoring points
- combines the benefits of the UV-DOAS, FTIR-DOAS, and TDL techniques
- best performance according to QAL1 certification
- longest calibration interval according to QAL1 certification
- optional automatic QAL3 control
- non-contact monitoring, no sampling
- long maintenance interval
- low energy consumption
- gas calibration only once a year
- thousands of systems installed worldwide
- certified by, among others, German TÜV and under British MCERTS standards.