2026-07-07
Calibration – the Base for Trustworthy Measurements

“Calibration” can have different meanings. Fundamentally, it is about comparing an outcome of a measurement with the expected result. It is often followed by an adjustment of the measurement device, which in its turn should be followed by a verification of the adjustment. However, a variety of naturally occurring uncertainties usually prevents a perfect calibration result.
According to dictionaries, the word “calibration” can have at least three meanings:
- to mark a gauge with a scale
- to compare the readings with a standardized scale
- to adjust the instrument to make the readings match a standard.
Following the definition issued by the International Bureau of Weights and Measures (BIPM), it is just the comparison that is a “calibration”. The adjustment is a separate activity that follows the actual calibration.
Zero-Level Calibrations
Let’s say we want to do a calibration of a gas concentration monitor, that is comparing its readings with known concentrations.
There is often at least one concentration that is easy to create without need for any certified gas mixtures, and that is a zero concentration. How to achieve a zero concentration depends on how the instrument works. By example, using absorption techniques such as DOAS, it’s just a matter of sending the light from the source into the receiver without passing any notable gas volume.
A calibration at zero level is also called an “offset” calibration since the result shows a potential shift in response from zero. Sometimes, a zero calibration is not even necessary. For example, the DOAS technique ensures that a true zero also is reported as zero, give and take instrument noise.
Span Calibrations
In contrast to an offset calibration, a “span” calibration means a calibration at a known, elevated gas concentration. The concentration is usually selected to be in the upper end of the concentration range which the instrument should cover, “spanning the range”, hence the name.
For this, we need a gas mixture with a certified concentration of the gas to calibrate, i.e. a “calibration gas”. The instrument is exposed to the calibration gas, and its response is noted and compared to the concentration stated on the gas cylinder. We have done a span calibration.
Functional Tests
Offset and span calibrations are frequently prescribed in legislation as regularly occurring functional tests, verifying that the instrument operates as intended within its measurement range, given its expected measurement uncertainty. Sometimes it is enough to do a span calibration only, sometimes it is required to do both an offset and a span calibration – it depends on instrument and legislation.
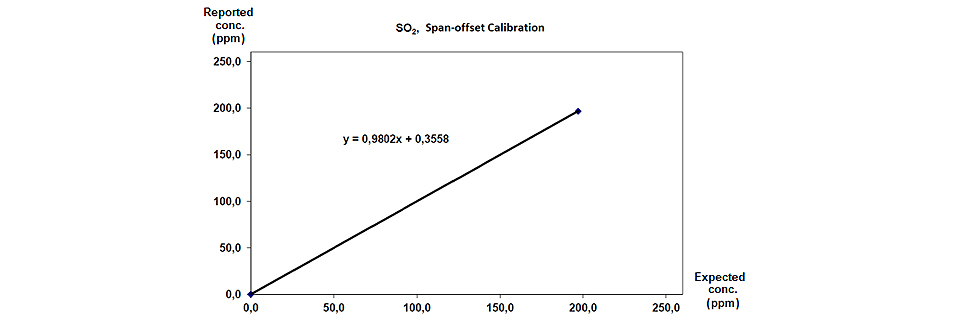
Example of an outcome of a two-point “span-offset” calibration, leading to a straight-line equation. The results (slope k = 0.9802, intersection b = 0.3558 ppm) are not necessarily the new “span” and “offset” factors to enter in the instrument. It is more likely span = 1/k and offset = -b. Any pre-existing span and offset numbers other than 1.000 and 0.000 must also be considered. Check the instrument user’s guide.
Linearity Checks
It’s all good to check instrument response at zero and at an upper-end concentration, but it doesn’t say what happens between these two points, sometimes widely separated. At best, the instrument response is linear in-between, but how can we tell?
The answer is a multi-point calibration where the response also is checked at additional concentrations between zero and an upper end. Again, it is a matter of exposing the instrument to zero and elevated gas concentrations, and to note the instrument response.
The more calibration points the more detailed information about any deviation from a linear response, but also the more time consuming without necessarily revealing anything substantial. Linearity checks are typically performed at four or five concentrations including zero. Again, there is often legislation in play to set how many and which calibration points to check, and how often the check is to be made.
Calibration Adjustments
Most gas monitors have an offset factor and a multiplication factor (“span” factor) which can be adjusted to make the instrument response replicate the expected outcome. Making a single span calibration, there is just data to adjust the span factor. Making both a zero and a span calibration, there is data to adjust both the span and the offset factors.
Following multipoint calibrations, it is common practice to adapt a straight line to the calibration points by means of the least-squares method. The equation of the straight line then gives the new offset and span factors. Some types of instruments also offer nonlinear adjustment possibilities through for example second- or third-grade polynomials, for which multipoint calibrations are required.
Verifying the Adjustments
Having done adjustments to the instrument, it is important to also verify that the adjustments had the desired effect. This is done by repeating the calibration measurements and again checking the results against the expected outcome. The deviations from the expected levels should have decreased, although there still are random factors like instrument noise that prevents the differences from reaching zero.
General increases in the differences suggest issues in the calibration procedure. Perhaps:
- The calibration gas wasn’t introduced to the instrument as it should.
- There was an error noting a reported concentration.
- There was a calculation mistake when establishing the new span or offset factors.
There can also be other causes. Whatever reason, the error must be located, and the calibration procedure must then be redone.
Uncertainties – How Good Can it Get?
Instrument noise is one of the factors that must be considered when verifying the calibration adjustments. However, the total uncertainty in the reported results compared to an absolute truth is usually higher.
First, the calibration gas itself comes with an uncertainty in the concentration. This does not show in the calibration verification, but it contributes to the total uncertainty, both in calibration outcome and in regular measurement results. There are often also other uncertainty factors introducing systematic or random deviations from the ideal value of the gas concentration.
There are standards issued by BIPM and other organizations that address uncertainties in measurements, and specifically uncertainties in calibration results. Statistical methods allow taking all known factors into account and calculating a “total expanded uncertainty”. The number states a range centred around the measurement result within which the true concentration resides with a certain level of confidence, typically 95 %. Read more about uncertainties in this blog text.
The uncertainties also highlight an important aspect of measurements and calibrations. We can get it good and at least good enough, but there is no such thing as a perfect measurement or calibration.
Calibration as a Service
Proper calibrations, adjustments, and verifications require knowledge, equipment, and routine. An instrument owner can avoid a lot of problems by hiring a specialized company providing these services. OPSIS is an instrument manufacturer but also operates an accredited calibration laboratory and offers calibration services on selected markets. Just get in touch to learn more about this.
The original of this article has been written and reviewed by humans.
